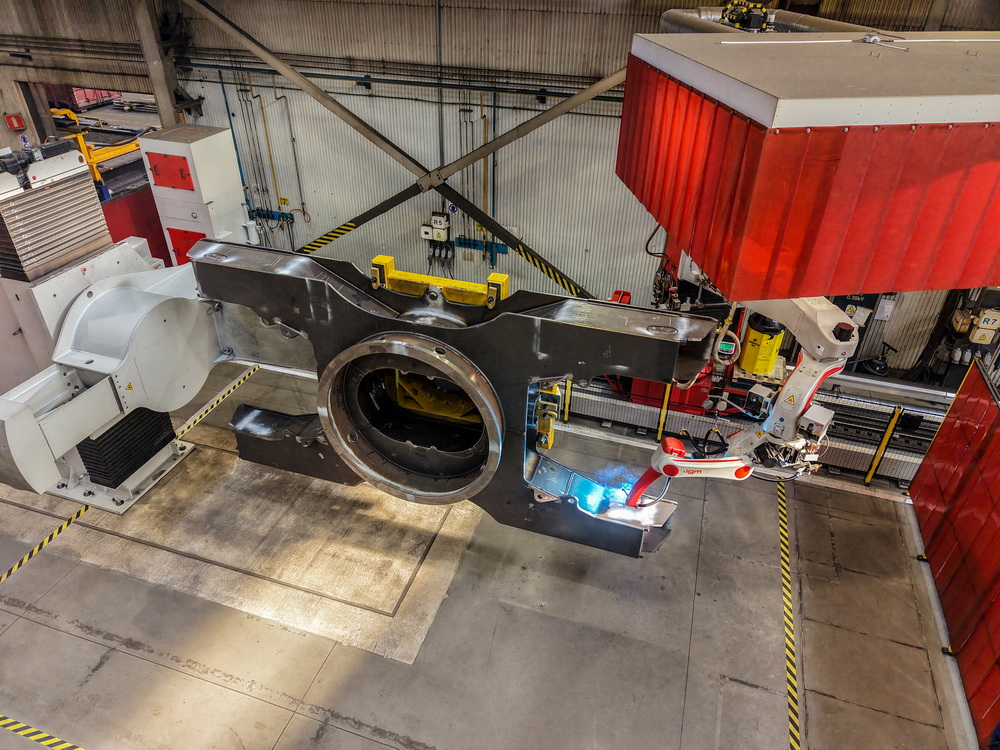
W Centrum Produkcyjnym w Jaworznie z początkiem stycznia 2026 roku zakończono proces wdrażania do produkcji nowego stanowiska zrobotyzowanego. Zaprojektowane jako 7-osiowy portal spawalniczy, służący do spawania wielkogabarytowych konstrukcji ze stali wysokowytrzymałych (gatunków S690QL i S960QL) metodą 135 (MAG) składa się z podwieszanego ramienia robota typu K6 firmy IGM wyposażonego w źródło spawalnicze Fronius TPSi oraz aplikację sprzętową w postaci dodatkowego palnika do podgrzewania stali przed spawaniem. Jest to w pełni opracowana oraz wdrożona koncepcja przez zespół inżynierów spawalników oraz specjalistów d.s. technologii ZRE Katowice S.A.
Zrobotyzowany portal spawalniczy wyposażony jest w szereg różnych funkcji wpływających na optymalny i powtarzalny przebieg procesu spawania zrobotyzowanego metodą MIG/MAG. Instalacja jest zbudowana dwóch niezależnych stacji roboczych:
- na pierwszej znajduje się manipulator typu L o udźwigu 10 ton,
- na drugiej znajduje się obrotnik o udźwigu do 14 ton umożliwiający obrót zamontowanego elementu w jednej osi.
Samo spawanie, dzięki zastosowaniu źródła spawalniczego Fronius TPSi odbywa się z wykorzystaniem nowoczesnych liniii synergicznych takich jak puls oraz PMC, co znacznie poprawia stabilizację łuku spawalniczego, lepszą kontrolę energii liniowej oraz minimalizację odprysków spawalniczych.
Dzięki zastosowaniu spawania zrobotyzowanego, udało się osiągnąć:
- wzrost wydajności procesu spawania (możliwość pracy 24 godziny na dobę przez 7 dni w tygodniu, bez przerw na dwóch niezależnych obrotnikach),
- powtarzalną jakość procesu spawania wraz z wymaganym podgrzewaniem elementu do spawania,
- redukcję błędów podczas procesu spawania (w tym znaczącą poprawę jakości złączy spawanych dzięki stabilności prowadzenia łuku spawalniczego oraz powtarzalnych parametrów prądowo-napięciowych),
- możliwość szybkich przezbrojeń oraz elastyczność procesu robotyzacji dwóch różnych elementów
- korektę niedokładności przygotowanych detali do spawania,
- możliwość zaangażowania do procesu operatora urządzenia (proces szkolenia operatora trwa znacznie krócej niż spawacza),
- zapewnienie bezpieczeństwa pracy oraz zmniejszenie szkodliwości dla zdrowia pracowników (proces jest prowadzony w odseparowanej celi wyposażony w odpowiednią wentylację)
- optymalizację kosztów operacyjnych (w tym zmniejszenie zużycia materiałów spawalniczych i energii elektrycznej wynikające z powtarzalnego procesu z wykorzystaniem nowoczesnych linii synergicznych spawania).
Dostawcą stanowiska była firma IGM Robotersysteme AG z Austrii, montażystą firma Supra Elco sp. z o.o., którym bardzo dziękujemy za profesjonalną współpracę oraz sprawną realizację projektu.
Podziękowania kierujemy również do wszystkich pracowników Centrum Produkcyjnego ZRE Katowice S.A. zaangażowanych w proces inwestycyjny.




